



Client:
Quantity:
Size:
Application:
Drax Power Ltd., prominently situated in North Yorkshire, stands as the UK’s largest power station and represents the most significant decarbonisation project in Europe. It plays an indispensable role in the UK's national energy system, having undergone a landmark transformation from using coal to generating electricity with sustainable biomass. The station is responsible for producing approximately 4% of the country's total electricity and a substantial 9% of its renewable power. The biomass utilized for this process is in the form of compressed wood pellets, which are primarily and responsibly sourced from North America.
A key by-product of this biomass combustion process is Pulverized Fuel Ash (PFA). This material is a valuable commodity, sold to the UK construction industry for use as a sustainable component in building materials. Therefore, efficiently and reliably managing and transporting this by-product is not only crucial for the station's operational continuity but also actively supports the principles of a circular economy by repurposing waste material.
The Challenge
The handling of Pulverized Fuel Ash presents a unique set of logistical and engineering requirements. Drax had long utilised a system of eight loading spouts to transfer PFA from silos into trucks and rail cars for distribution. Over time, however, the existing equipment began to exhibit significant operational inefficiencies and reliability issues that required a modern, robust, and precisely engineered solution.
The primary challenges included:
- Spatial Constraints: The physical space available for the installation was exceptionally tight. Any new equipment had to fit within these strict physical boundaries without necessitating costly and disruptive major structural modifications to the existing plant infrastructure.
- Complex Design Requirements: The specific application at Drax demanded a unique and non-standard spout design. This included an extraction point located at an unusual angle in the top of the pan, which complicated the geometry and engineering of what would typically be a standard spout.
- System Integration: It was essential that any new hardware could align seamlessly with Drax’s existing, and often legacy, control systems. This was to ensure a smooth transition and continuity of operations without requiring a complete overhaul of their established control infrastructure.
- Maintenance Continuity: To simplify future maintenance schedules and streamline inventory management for spare parts, it was imperative that all eight spouts remain identical in size and core components, despite potentially varying installation conditions across the different loading bays.
- Installation Support: Recognising the complexity of the upgrade, Drax required a skilled external installation team to assist their internal resources during the transition period, ensuring the project was completed safely and efficiently.
The Solution
The partnership between Drax and Vortex began when Drax representatives encountered Vortex at the 2022 Hillhead exhibition—the UK's premier event for the quarrying, construction, and recycling industries. Impressed by the visible engineering quality, robust construction, and specific features of the Vortex Loading Spouts on display, the Drax team initiated a dialogue to explore how Vortex could address their challenging site-specific issues.
Vortex’s approach was characterized by detailed, client-focused consultation and uncompromising technical rigour. Following an initial site reference visit for Drax personnel to observe Vortex systems operating in a live industrial environment, the teams engaged in a series of in-depth site visits at the Drax facility. This highly collaborative phase allowed Vortex engineers to gather precise measurements, understand the operational nuances, and refine the proposed design iteratively with direct feedback from the Drax team.
The ultimate solution involved a tailored configuration of eight Vortex Loading Spouts, custom-engineered for the application. Vortex devised an innovative design that successfully accommodated the problematic angled extraction point within the top pan while strictly adhering to the tight footprint limitations. Crucially, the final design maintained uniformity across all eight units, which directly satisfied Drax's critical requirement for spares continuity and simplified maintenance protocols. The control systems were also meticulously tailored to interface directly with Drax’s legacy infrastructure, ensuring a plug-and-play integration.
A purchase order was officially finalised in January 2025, marking the successful transition from the detailed design phase to project implementation.
Implementation
To avoid significant interruptions to the power station's critical 24/7 operations, the project adopted a carefully planned phased installation strategy. As of early 2026, three of the eight units have been successfully installed, commissioned, and are now fully operational. The installation process has been marked by close cooperation and clear communication between Drax's on-site personnel and the external installation team sourced to support the project.
The remaining five spouts are scheduled for installation in April 2026, which will complete the full system upgrade. This staggered approach not only minimizes operational downtime but also allows for continuous assessment and fine-tuning during the rollout, ensuring that the station's by-product handling capacity is maintained at an optimal level throughout the entire upgrade period.


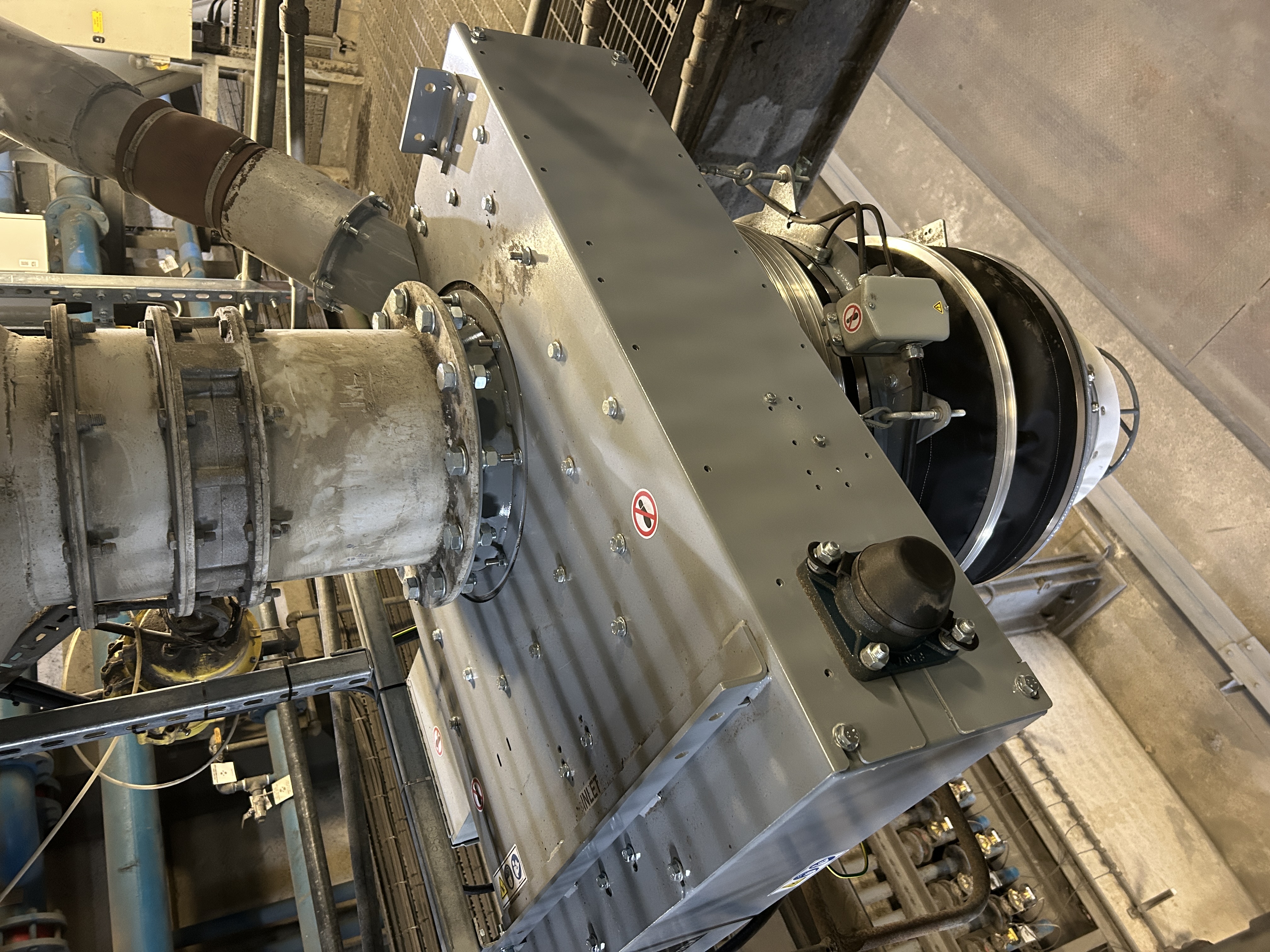

Loading Spout Details
Vortex Model Number: VES-25-5-C-A-HN-SDX-E23138D
- Retractable loading spout for enclosed loading with (5) feet of travel.
- The unit includes a scavenger which seats into the hatch of the container being loaded.
- The unit is designed to load at up to 250 CFM (424.5 CMH).
- This unit features the industry leading four (4) cable hoist drive system which incorporates custom CNC machined three (3) piece cable pulleys, heavy duty idler rollers with sealed bearings and comes with a ten (10) year cable warranty.
- The unit is driven by a right angle gear type reducer powered by a 400 VAC / 3phase / 50 hertz electric brake motor. Motor is IP55 rated.
- Control Voltage is 120 VAC / 1 phase / 50-60 hertz
- The unit is equipped with a IP67 upper limit switch and a NEMA-4 rated IP67 slack cable limit switch which are pre-set and factory wired into a NEMA-4 rated IP66 enclosure.
- A 6 inch (152.4 mm) diameter dust outlet to be connected to a remote dust collector (1000 CFM (1698 CMH) required for proper dust withdrawal).
- Material contact areas are constructed of 235 BHN abrasion resistant steel. All other construction is mild steel.
- (HN) - Outer dust sleeve is constructed of 17 ounce (.48kg) hypalon nylon with aluminum inner and outer support rings. Sleeve is rated for 220˚F (104˚C) maximum continuous service.
- (SDX) - Self-sealing discharge for use with enclosed loading spout. The unit includes a scavenger which seats into the hatch of the container being loaded. This unit is designed to seal the discharge opening when retracted from the container being loaded to eliminate dust escaping from the loading spout. Material contact is abrasion resistant steel.
- Customization (E23138D) - SETUP FOR USE WITH A HYCONTROL #RP80820ACTG15000 (110 VAC) PADDLE SENSOR ENCLOSED IN A SAFETY CAGE. SCAVENGER SETUP FOR 450MM TO 490MM HATCH. DUST COLLECTION PORT TO BE AT 45 DEGREE ANGLE. TERMINAL BOX TO BE MOUNTED OPPOSITE OF STANDARD. HYPALON TO BE 35 OZ MATERIAL. TUB AND SENSOR CAGE MODIFIED TO MEET 1384mm RETRACTED HEIGHT.
Conclusion
The successful collaboration between Drax Power Ltd. and Vortex clearly demonstrates the immense value of applying tailored engineering solutions to challenges within critical industrial infrastructure. By meticulously identifying specific operational pain points and engaging in a thorough, collaborative consultation process, Vortex delivered a solution that not only met the demanding technical specifications but also aligned perfectly with Drax’s long-term operational and maintenance strategies.
As Drax continues to lead the way in renewable energy generation with biomass, the enhanced reliability of ancillary systems, such as the PFA loading spouts, ensures that their commitment to sustainability extends through every aspect of their operation, including the efficient and responsible handling of by-products. With the final installation phase taking place in April 2026, this project stands as a powerful testament to forward-thinking engineering, effective problem-solving, and a successful industrial partnership.
For organizations seeking innovative solutions and sustainable practices in biomass energy operations, contact us today to learn how our expertise can drive efficiency and success in your projects.




